
Foundation success starts long before concrete is poured. The anchor bolt cages that secure structural steel to concrete foundations demand precision engineering, expert fabrication, and careful coordination between design and field teams. When these critical components fail, projects face costly delays, field rework, and compromised structural integrity.
We recognize that engineers and contractors need more than just hardware suppliers: they need fabrication partners who understand the complete process from shop drawings to final installation. ASTM F1554 anchor bolts form the backbone of modern foundation systems, and properly fabricated cages ensure these connections perform as designed for decades.
Understanding ASTM F1554: The Foundation Anchor Standard
ASTM F1554 stands as the primary specification for anchor bolts used in structural applications. Unlike structural bolts designed for steel-to-steel connections, F1554 anchor bolts are specifically engineered for embedding in concrete foundations. This distinction matters significantly in both material selection and fabrication approach.
The specification provides three distinct grades, each serving different structural demands. Grade 36 offers a minimum yield strength of 36 ksi and excellent weldability, making it ideal for standard structural connections where fabricators need to weld bolts to template plates or cross-bracing. Grade 55 increases minimum yield strength to 55 ksi while maintaining weldability, providing enhanced capacity for moderate to heavy loading conditions. Grade 105 delivers a minimum yield strength of 105 ksi through heat treatment, serving high-strength applications in seismic zones or heavily loaded foundations: but cannot be welded without compromising its strength properties.
Material selection drives every subsequent fabrication decision. We work with engineering teams during the design phase to ensure grade selection aligns with both structural requirements and fabrication methods. When cage assemblies require welded connections, Grade 36 or Grade 55 becomes necessary. For projects demanding Grade 105 performance, we employ mechanical connections or coordinate bolt placement to avoid welding.
Shop Drawings: Where Precision Begins
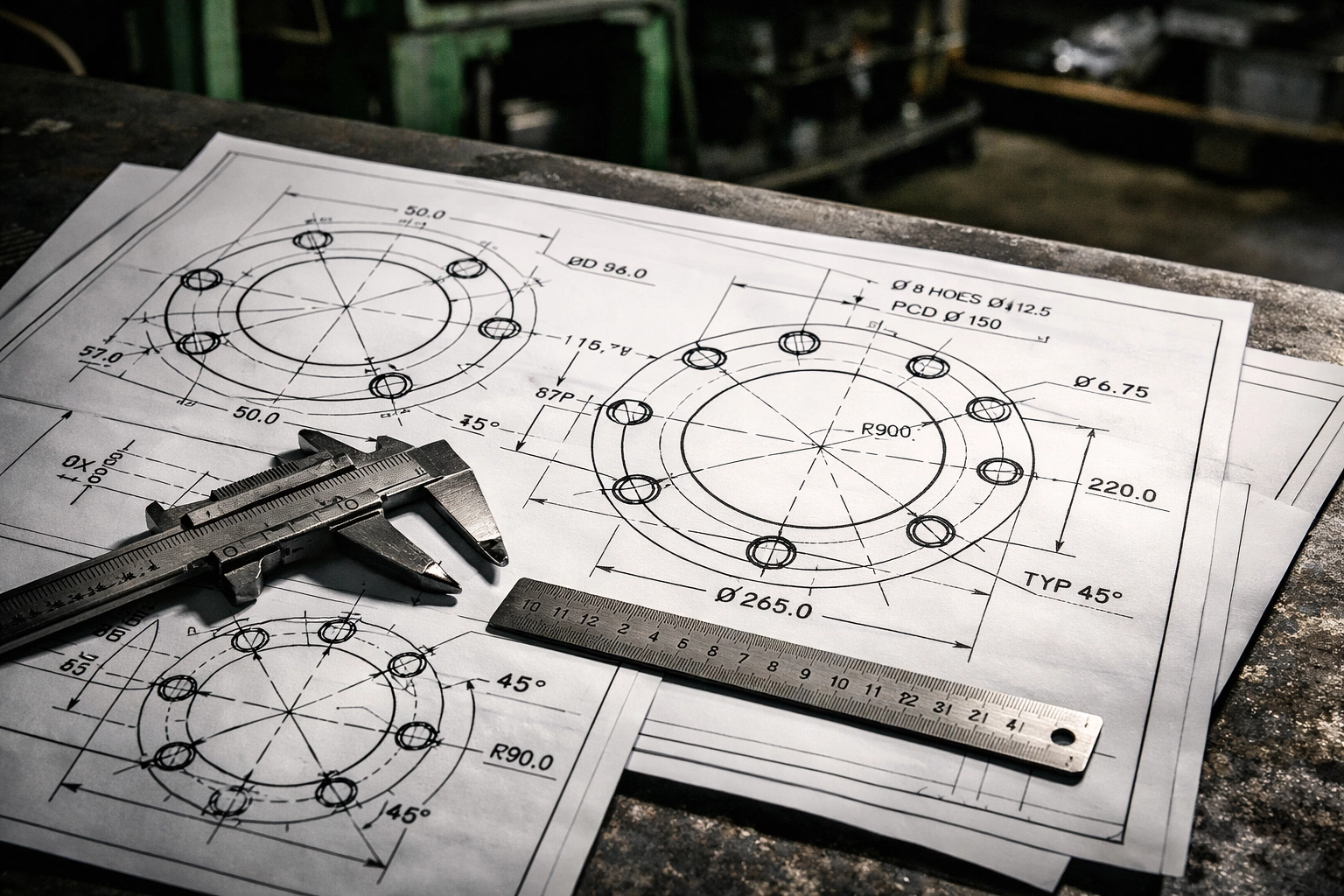
Quality fabrication starts with comprehensive shop drawings that translate engineering intent into buildable assemblies. These drawings serve as the contract between design expectations and fabrication reality, capturing bolt patterns, spacing tolerances, projection heights, and assembly methods in precise detail.
We develop shop drawings that address the complete fabrication sequence. Bolt circle diameters, center-to-center spacing, and radial positioning receive exact dimensioning with specified tolerances: typically ±1/8 inch for standard applications and tighter where engineering demands. Projection heights from the template plate to the embedded end require careful calculation, accounting for concrete cover requirements, grout bed thickness, and final base plate positioning.
Template plate design demands particular attention. Plate thickness must provide rigidity during concrete placement while accommodating bolt welding without distortion. Hole patterns match bolt diameters with appropriate clearances, and plate material must be compatible with the anchor bolt grade and any specified coatings. When hot-dip galvanizing is specified, we coordinate hole sizing to account for zinc coating thickness, ensuring proper fit-up after galvanizing.
The shop drawing review process creates alignment between all project stakeholders. Structural engineers verify that fabricated assemblies will achieve design intent. General contractors confirm that cage dimensions work within formwork constraints. Steel erectors validate that projection heights and bolt patterns match base plate hole patterns. This coordination prevents the costly misalignments that plague projects when fabrication proceeds without comprehensive review.
Fabrication Processes: From Bar Stock to Finished Assembly
F1554 anchor bolt fabrication begins with certified round bar stock meeting chemical composition and mechanical property requirements for the specified grade. We maintain full material traceability through heat number documentation, ensuring every bolt can be traced back to its certified mill test reports.
Threading creates the projecting end that receives nuts and washers after concrete placement. Roll threading produces stronger threads than cut threading by cold-working the material, maintaining the bar's full diameter at the root of the thread. This process matters particularly for high-strength applications where thread integrity directly affects connection capacity. We chamfer the first thread on every bolt, removing the sharp edge that can damage threads during installation or prevent nut assembly on galvanized bolts where coating thickness affects thread fit.

Bending operations produce the embedded anchor configuration: typically 90-degree hooks that provide mechanical resistance to pullout forces. Grade 36 and Grade 55 materials bend readily at ambient temperature using hydraulic bending equipment. The bend radius receives careful attention, as too-tight radii can induce cracking or reduce cross-sectional capacity. We maintain bend radii at minimum 3 times the bolt diameter for Grade 36 and 5 times diameter for Grade 55, ensuring material integrity through the bend.
Forging creates headed configurations when design requires enhanced bearing capacity at the embedded end. Heating the unthreaded end to forging temperature allows us to form standard hex heads, heavy hex heads, or custom shapes specified for particular applications. Forged heads provide significantly greater bearing area than bent configurations, distributing concrete bearing stresses over larger areas and improving pullout resistance.
Cage assembly brings individual components together into the complete anchor bolt system. We position bolts according to shop drawing dimensions and weld them to template plates using procedures qualified for the base material combination. Welding Grade 36 or Grade 55 anchor bolts to mild steel template plates requires standard carbon steel electrodes and straightforward procedures. Cross-bracing between bolts may be added for dimensional stability during handling and concrete placement.
Quality control checkpoints occur throughout fabrication. We verify bolt spacing at multiple stages, check projection heights from template plates, and inspect welds for complete fusion and proper size. Dimensional inspection reports document that finished assemblies meet specified tolerances before cages leave our facility.
Galvanizing Considerations for Corrosion Protection
Hot-dip galvanizing provides proven corrosion protection for anchor bolt cages exposed to exterior environments or aggressive conditions. The zinc coating process involves submerging finished assemblies in molten zinc at approximately 840°F, creating a metallurgically bonded coating that protects steel for decades.
Galvanizing introduces specific fabrication considerations that we address during shop drawing development. Thread dimensions require coordination with coating thickness: typically 3 to 5 mils for centrifuged threads. We specify oversized threading or post-galvanizing thread chasing to ensure nuts assemble properly after coating. Template plate holes may need slight enlargement to account for coating buildup while maintaining adequate edge distance.

The galvanizing process can cause distortion in large assemblies if not properly designed. We specify adequate template plate thickness and incorporate temporary bracing when necessary to maintain dimensional stability through the coating cycle. Vent holes in hollow sections prevent pressure buildup that can cause cracking or coating defects.
Installation Success: From Cage Placement to Final Connection
Properly fabricated cages simplify field installation, but success still demands careful execution. We provide installation guidance that addresses the complete sequence from formwork preparation through final bolt tensioning.
Cage positioning within formwork requires adequate support to maintain specified elevations and prevent displacement during concrete placement. We fabricate support brackets or specify commercial positioning hardware based on cage size and configuration. Elevation control becomes critical: projection heights must account for grout bed thickness under base plates while ensuring adequate thread engagement for nuts and washers.
Concrete placement procedures protect anchor bolt threads from damage and contamination. We recommend thread protection caps or tape covering and verify that concrete consolidation methods won't displace cage assemblies. Proper consolidation around anchor bolts eliminates voids that can compromise bearing capacity or allow moisture infiltration.

Post-pour inspection verifies that anchor bolts achieved specified positions within tolerance. We provide inspection checklists covering projection heights, bolt spacing, plumbness, and thread condition. When bolts fall outside tolerance, we evaluate options ranging from oversized holes in base plates to supplemental anchoring systems, helping project teams find cost-effective solutions.
LRKD Industries: Fabrication Expertise That Delivers Foundation Success
We bring decades of experience fabricating anchor bolt cages for infrastructure projects ranging from wind turbine foundations to bridge piers, industrial facilities to marine structures. Our fabrication capabilities span the complete process: from shop drawing development through final galvanizing and delivery.
Our facility maintains the equipment necessary for precision anchor bolt cage fabrication. Threading equipment handles diameters from 1/2 inch through 4 inches. Hydraulic bending and forging equipment processes material up to 3 inches diameter. Welding capabilities include both manual and semi-automatic processes, with procedures qualified for all common material combinations. We coordinate hot-dip galvanizing through certified coating facilities meeting ASTM A123 requirements.
Quality systems ensure every cage meets specified requirements. We maintain ISO-compliant procedures covering material receiving inspection, in-process verification, and final dimensional inspection. Documentation packages include certified mill test reports, weld procedure specifications, dimensional inspection reports, and coating certificates when applicable.
Visit our services page to learn more about our fabrication capabilities, or request a quote for your next project. We collaborate with engineering teams, general contractors, and steel erectors to deliver anchor bolt cage solutions that ensure foundation success from shop drawings through final installation.
Foundation connections demand precision fabrication backed by technical expertise. ASTM F1554 anchor bolt cages represent the critical link between concrete and structural steel: when properly designed and fabricated, they provide reliable performance for the life of the structure. We stand ready to bring that expertise to your next project.
Author: MEDIA_LRKD